NEURON CNC — Neuron Simplicity Torch Height Controller
Neuron Simplicity Torch Height Controller
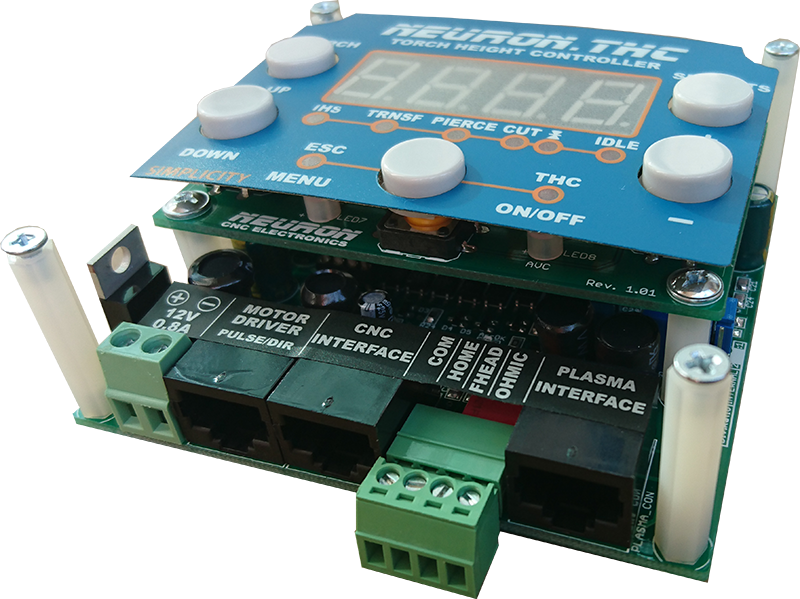
The Neuron THC Simplicity consists of the following components
- Main control module
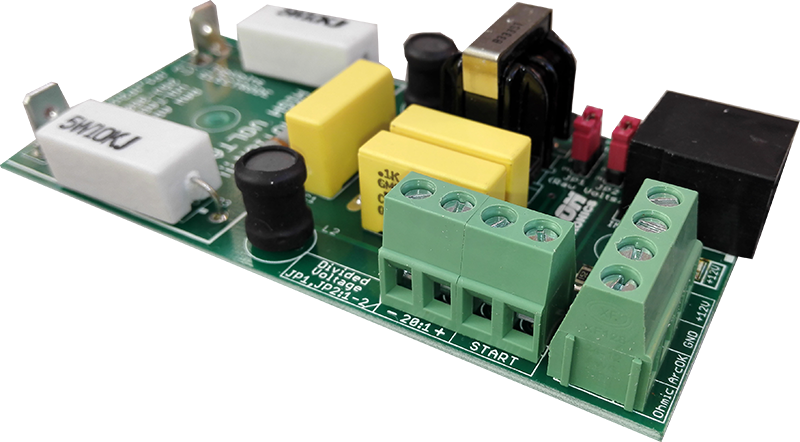
- Plasma supply interface board (Voltage Divider)
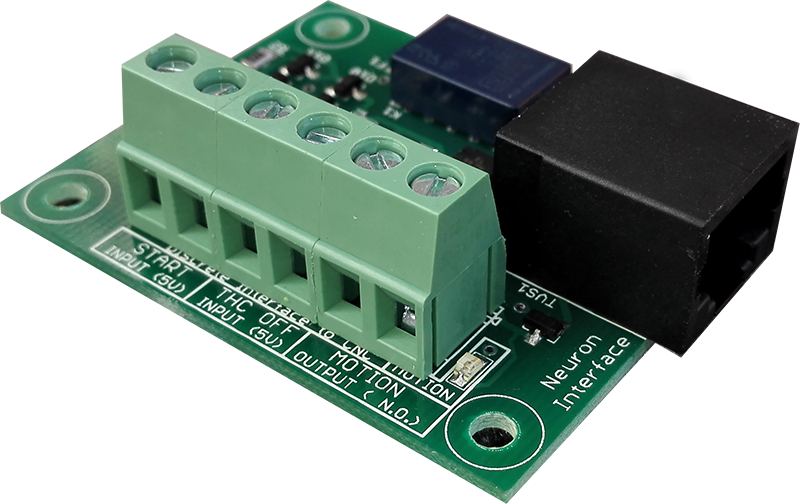
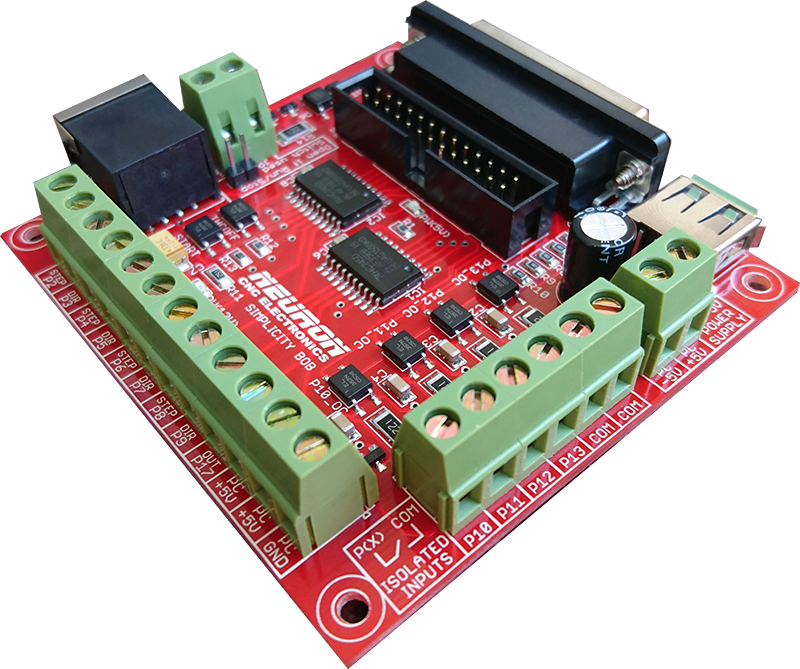
- CNC interface PCB or Simplicity CNC BOB
The Neuron THC Simplicity comes with the following features
- Single chip microprocessor based compact control, industrial grade protection, easy to install almost anywhere
- Digital display and set arc voltage and other parameters, easy to learn and operate
- Works with ALL plasma cutters
- Controls Z axis motor driver directly (Pulse/Dir interace, internal motion controller, software 500 uSec PID control loop)
- 30 cut profiles for different metal thicknesses. Quickly switch between profiles and the ability to quick edit them
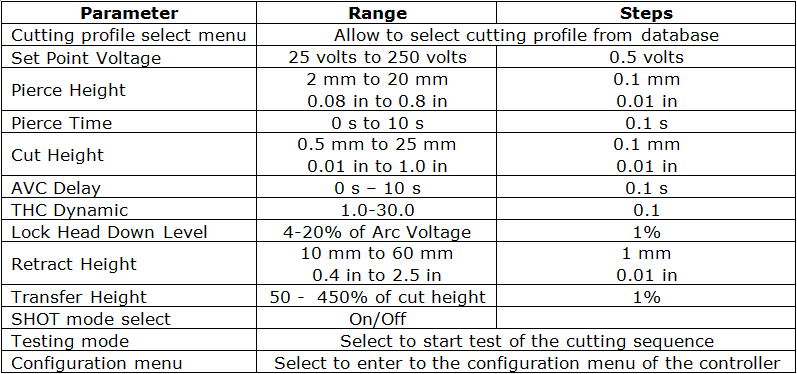
- Set point voltage range 25 - 250V
- Set Point voltage resolution 0.5V
- Maximum control accuracy +/- 0.25V
- Height control accuracy +/-0.125 mm (.005") using a properly configured Z-axis.
- Works in Inches or Millimeters mode
- Automatic or manual control of the cutting sequence
- "Sample and Hold" mode - THC measures the voltage at the end of the AVC Delay and uses it as a set point for the remainder of the cut
- Automatic Collision Avoidance. This safety feature allows the control to automatically adjust the torch height during a cut to help prevent torch crashes
- THC OFF hardware input for control from CNC to disable automatic control when corners, end of cut, circle of small radius
- Programmable arc voltage limiter Lock Head Down to help prevent torch diving and crashing when crossing a kerf, corners, end of cut
- Programmable arc voltage control loop dynamic (gain) value
- Works with Float Head and Ohmic sensors for IHS simultaneously (availability of ohmic input depend from controller version PCB)
- Shot mode – can use for marking centers of the holes
- Improved Jog - the lifter initially jogs 0.25 mm. After 0.5 second, it begins continuous motion at the IHS Speed. After 1.5 seconds, the lifter increases the speed to the programmed Manual Speed
- Programmable torch retract delay. This future for example can use for disabling plasma power supply before end of cut (few tens of milliseconds) without motion stop for reducing pierce divots
- Built in Testing mode of the cutting sequence
- Integrated diagnostic system informs the operator of the errors that occurred
- Programmable automatic positioner speed
- Programmable jog positioner speed
- Programmable IHS (initial height sensing) touch speed
- Programmable acceleration
- Programmable arc transfer height
- Programmable pierce height
- Programmable pierce time
- Programmable cutting height
- Programmable AVC (automatic voltage control) delay time
- Programmable crossover (IHS start) height (high-to-low speed transition point)
- Programmable torch retract height
- Programmable maximum torch slide length (Soft Limit)
- Easy setup for Float Head switch offset value
- Voltage feedback (divider) - Raw arc voltage divider (houses on the plasma interface board) or 1:20 ( input for Hypertherm cutters)
- Easy setup for digital inputs, ability to select ActiveLow/ActiveHi properties for each input
- 50 kHz maximum step frequency, 50% Duty cycle
- Buffered Step & Direction differential outputs for direct interface to Motor Driver
- All I/O interface (include arc voltage) are isolated and simple wiring (Cat5e cables and RJ45 connectors)
- Control module has a size 115x90x45 mm with DIN mounting standard
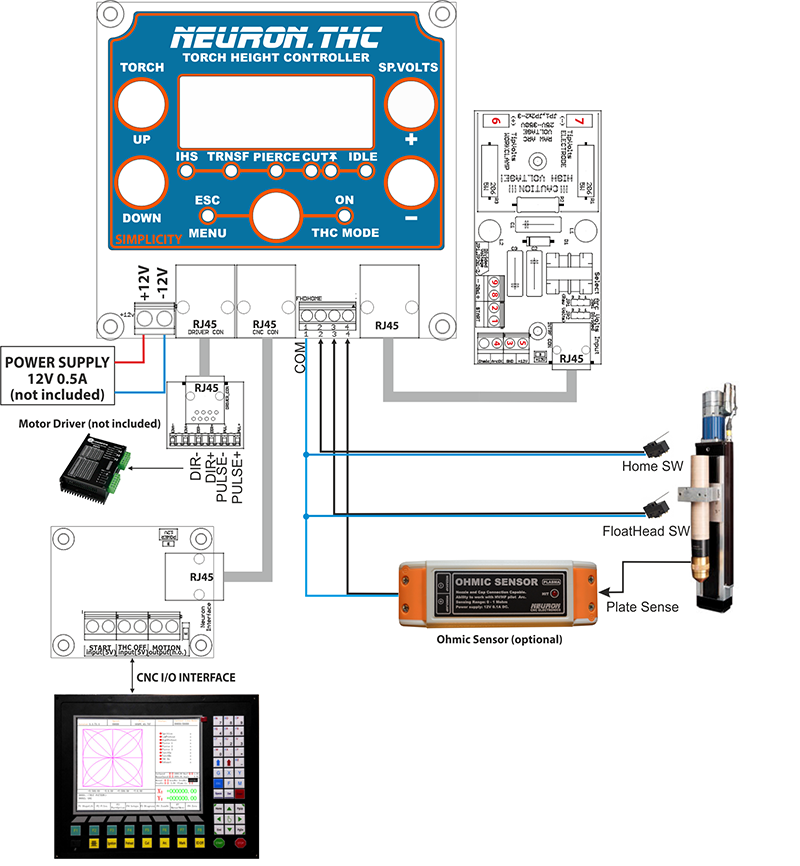
The next figure illustrates the basic connections diagram
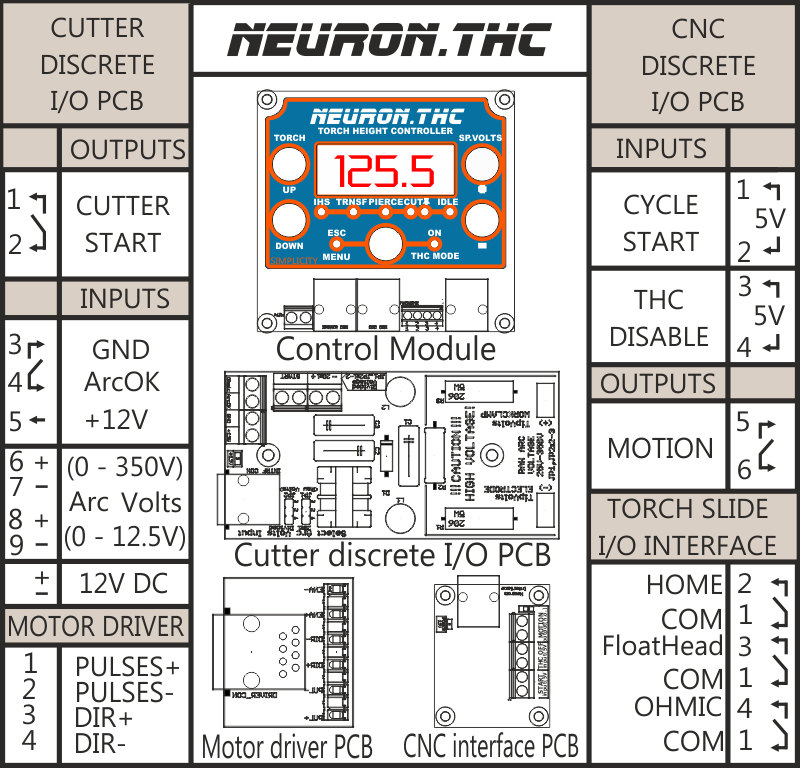
Signals from/to plasma cutter
- Arc voltage: 0-12.5V (20:1 input) or 25-250 V Raw arc voltage input
- Start plasma (Normal Open Relay Contact 100 mA protected) output
- ArcOK (Transfer) input
Signals from/to CNC PC
- Cycle Start input (5V DC for activation, polarity is not important)
- THC OFF input (5V DC for activation, polarity is not important)
- Motion output (Normal Open relay contacts 100 mA protected)
Cutting profile settings
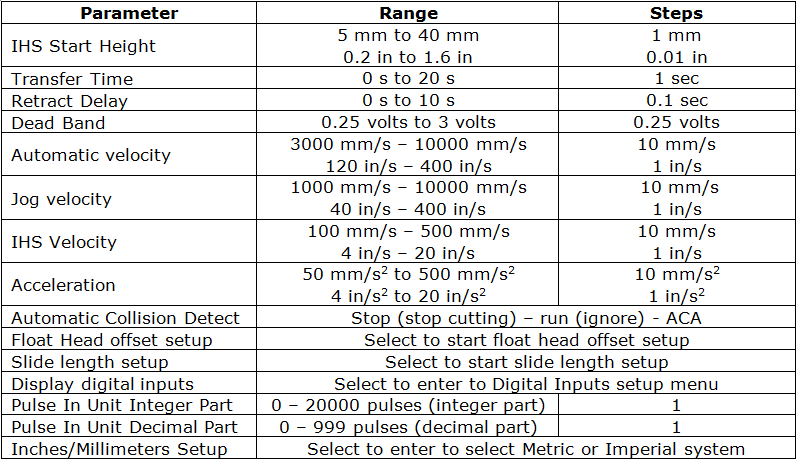
Configuration menu
The next figure illustrates the PCB connection schematic
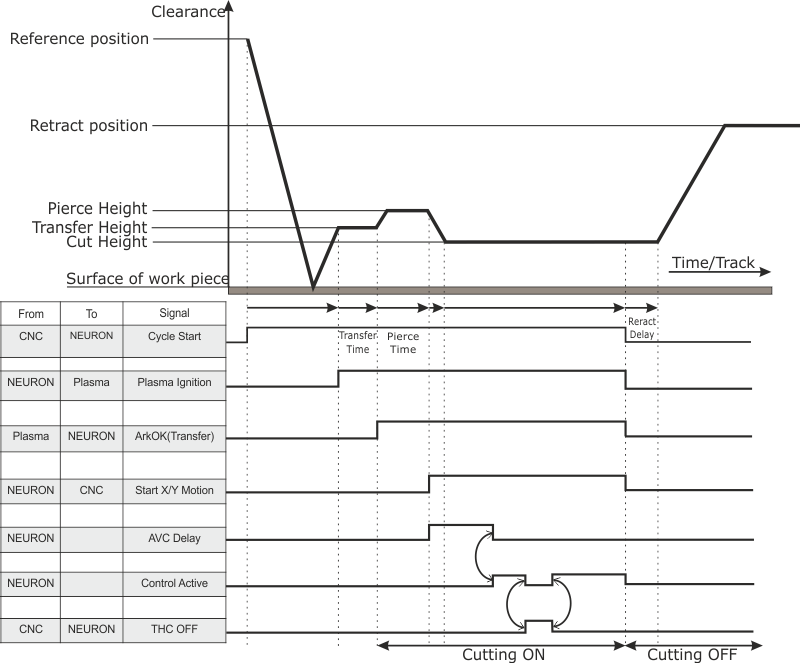
Cutting Sequence diagram
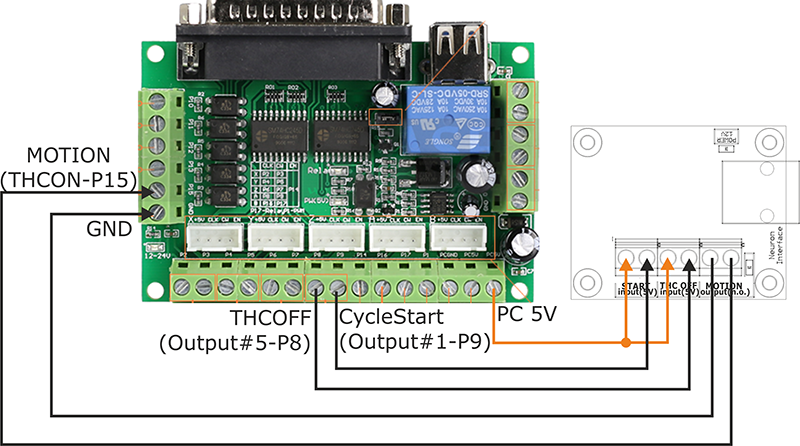
Connection to Mach3 or Linux EMC2 CNC with regular BOB (example)
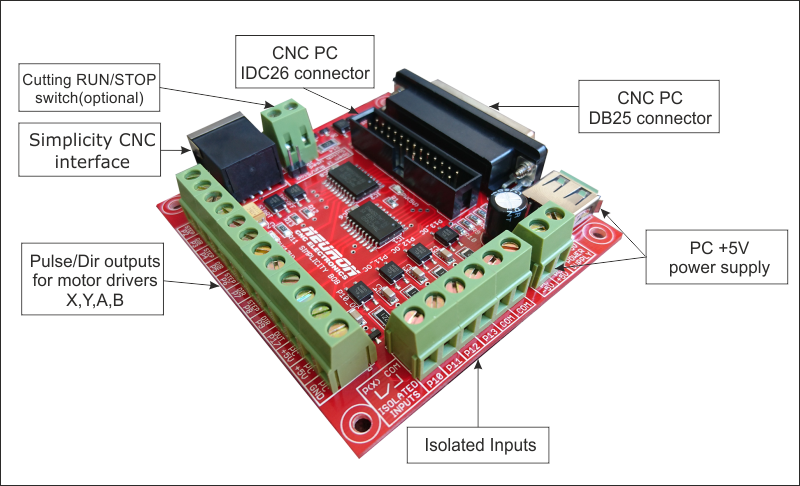
Neuron Simplicity CNC BOB for easy connections and reliable operation
Comments & Feedback
Comments (0)
This thread has been closed from taking new comments.